There are two traditions of mould making, the French and the German or Flemish. On the French mould each half is built up on a bottom plate which acts a chassis. On the German or Flemish this part is dispensed with and everything is attached to the carriage. Both traditions have their pros and cons, but in most respects are functionally very similar.
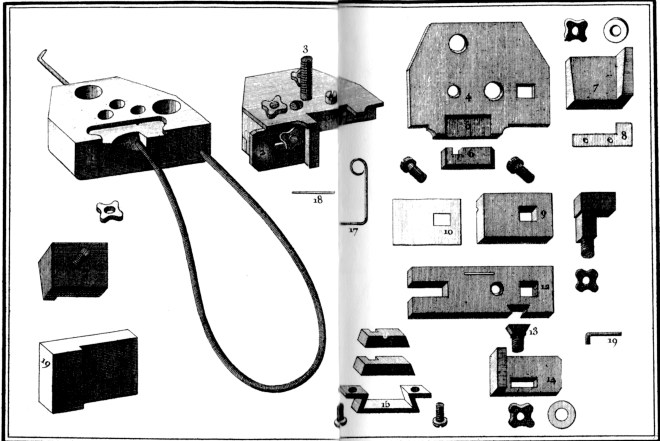
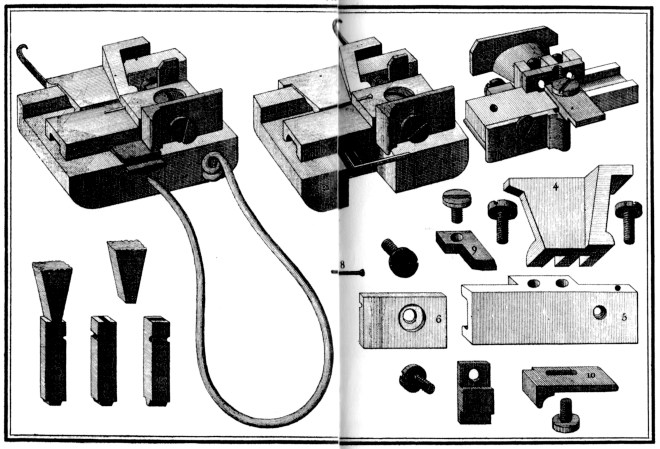
The earliest description of the type mould occurs in Joseph Moxons ‘Mechanick Exercises’ 12 published in 1683-4, more than two hundred years after printings’ invention. We don’t know what Gutenberg’s mould was like but it is probable that it was quite similar to later moulds as their design has stayed remarkably constant over time. It is a device consisting of two accurately made L-shaped metal pieces which when fitted together form a square sided cavity which can be adjusted in width. This cavity is sealed off at its base by a copper block (the matrix) which has on its top surface a female impression of the letter to be cast. At the top of the cavity a funnel (the jet) is fitted. To cast a piece of type, molten metal is poured into the jet. The molten metal runs into the mould cavity then cools almost instantly. Finally, to extract the type, the two sides of the mould are separated. This sequence of actions can be done very quickly by a skilled typecaster. Moxon says “a work-man will cast about four thousand of these letters ordinarily in one-day”.
Before casting a font of type, a set of copper matrices is required; one for each character in the set. These are made by engraving and filing steel punches to the shapes required, then striking these into copper blocks. The ‘strikes’ are then ‘justified,’ that is their sides and top surface are carefully filed so that each character in the set is correctly aligned with its partners and has the correct amount of space on each of its sides. It is now a matrix. This work is highly skilled and time-consuming and is carried out by a punch cutter who may also provide a type mould for the justified matrices.
