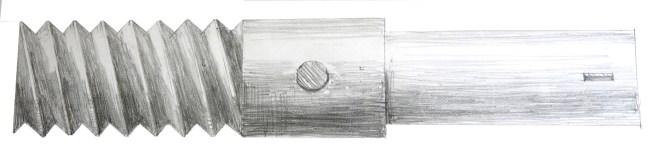
Once made, the cylinder with its thread at one end is used to cut a nut which fits this thread. However, before this can be done about 300mm of the unthreaded end of the cylinder is reduced to the diameter of the threads core (its minimum diameter). About 50mm from the end of this reduced section a longitudinal 32 x 6mm slot was cut. Fitted tightly into this was a cutter fashioned from a broken file shaped to correspond to the V section profile of the thread.
The nut has to be cut into the head of the press. This is a substantial block of hardwood about 900 x 225 x 150mm. A hole corresponding to the core diameter of the thread (about 100 mm) is drilled through the centre of its 900 x 225mm face. Drilling a hole of this size without specialist equipment is not easy. I constructed a hand operated hole saw from a piece of iron pipe but one could also try chain drilling around the circumference of the hole. Next it is necessary to construct a temporary nut. This consists of a sturdy open ended box made to fit closely around the thread. On the centre lines of each face of this box a line of 20mm holes are drilled to coincide with each of the thread grooves. Into each of these holes is inserted a sharpened wooden peg.

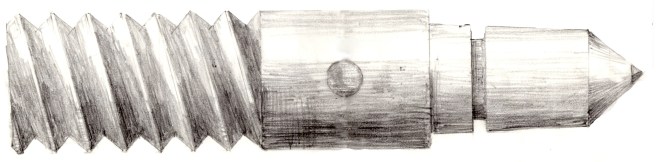
The photo above shows the set up. At the start, the temporary nut and the head must be very securely fixed down to the bench. The cutter is set so that only its tip is sticking out from the cylinder. As the cylinder is turned the cutter is forced into the hole in the head and scrapes a spiral in the inside. Once through the head the rotation is reversed until the cutter emerges again. It is then set to cut a little more deeply. Only a very small amount of wood can be removed at each pass The depth of cut is measured after each cycle. Once down to depth the cylinder is removed from the rig and rotated through 180 degrees before being fitted back again so that the second of the two concentric threads can be cut. It then only remains to check that the thread runs smoothly in the new nut. Tallow was applied to both, to assist with this. Once the nut is complete the cylinder can be modified so that it becomes the press spindle. To do this the end containing the cutter is sawn off and the remaining narrow portion tapered and its end pointed. Near the top of the taper a groove is turned to accept the wooden ‘biscuits’ which support the garter. Finally a steel point was fitted to the tip of the spindle to stop wear.

The spindle is fitted with a short wooden hose modeled on the one in the Dürer drawing. It is held in position on the spindle by a ‘garter consisting of four ‘biscuits of wood which are inserted into the slits in each of the four faces of the hose. From the hose is hung a wooden platen by means of hose hooks and lacings. The toe of the spindle fits into a pan mounted in the centre of the platen.
